-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
produkto
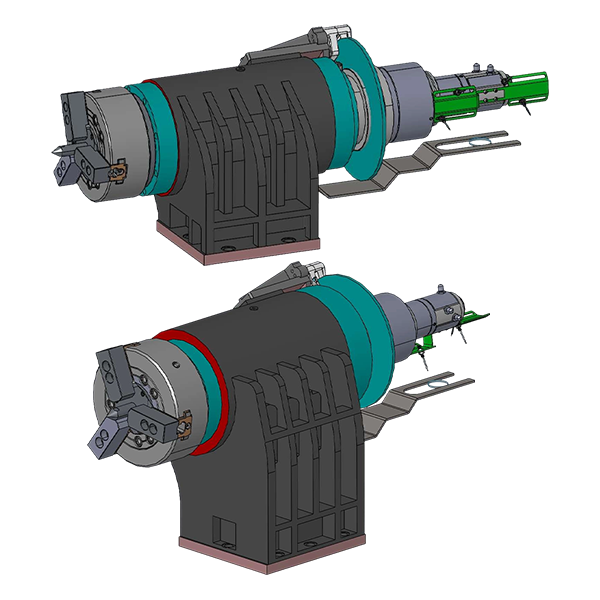
Serye ng CKX -Nako-customize na Dual-Spindle Turning at Milling Machine





- PAGLALARAWAN
- MGA TEKNIKAL NA PARAMETER
- CONTACT US
MGA TEKNIKAL NA PARAMETER
 | Batayang Panimula |
| Spindle Head / Halaga ng Torque |  |
 | Malungkot dle · Ang Y-axis ay gumagamit ng double hardened na layout ng guideway, na nagpapataas ng epektibong span at nagbibigay ng pinakamainam na higpit para sa pagputol ng feed. |
| Kabayaran para sa Y-axis · Ang X-axis ay gumagamit ng double-hard-rail configuration, na nagpapataas ng epektibong span at nagbibigay ng pinakamainam na rigidity para sa pagputol ng feed. |  |
 | kapangyarihan toresilya CKX750 |
| Tailstock Ang W-axis ay gumagamit ng double hardened na layout ng guideway, na nagpapataas ng epektibong span at nagbibigay ng pinakamainam na higpit ng feed. |  |
 | Electric Spindle CKX750 |
| Gitna Pahinga | 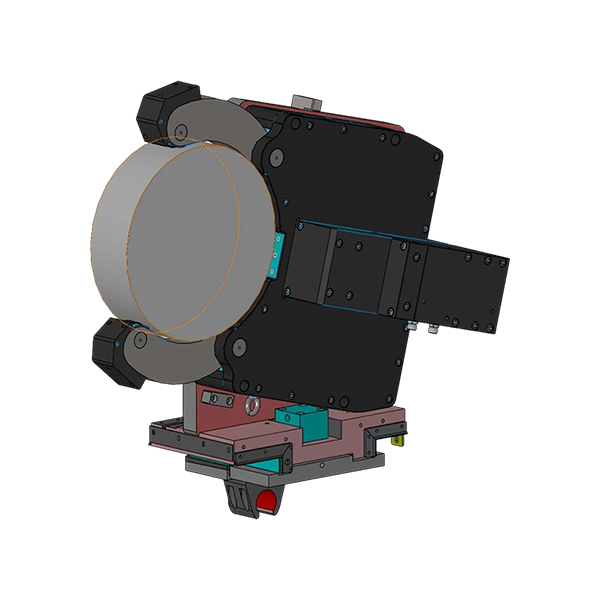 |


TUNGKOL SA AMIN
Eksklusibong Nakatuon sa Pagperpekto sa Teknolohiya ng Turning-Milling
, na itinatag noong 2015, ay nagpapatakbo bilang pinagsama-samang manufacturing at trading enterprise, na pinangangasiwaan ang lahat mula sa R&D at produksyon hanggang sa mga benta at serbisyo. Nilagyan ng mga advanced na pasilidad sa machining gaya ng mga CNC gantri machining center, surface grinder, at guideway grinder, pinapanatili namin ang mahigpit na kontrol sa kalidad sa buong proseso ng produksyon—mula sa paghahagis at pagpupulong hanggang sa natapos na pagbebenta ng makina at after-sales support. Ang aming mga machine tool ay malawak na kinikilala para sa kanilang makabagong disenyo, maaasahang pagganap, mataas na katumpakan, mahusay na cost-effectiveness, at komprehensibong serbisyo.
-
0
 Itatag Sa
Itatag Sa
-
0+
 Lugar ng Gusali
Lugar ng Gusali
-
0+
 Mga empleyado
Mga empleyado
-
0+
 I-export ang Bansa
I-export ang Bansa

HONORARY CERTIFICATION
CERTIFICATE




Bigyang-pansin ang Aming Pinakabagong Balita at Mga Exhibition
 Tingnan ang Lahat ng Balita
Tingnan ang Lahat ng Balita
Balita at Mga Insight
-
 Balita sa Industriya
Balita sa Industriya -
Balita sa Industriya
-
Balita sa Industriya
-
Balita sa Industriya
KAALAMAN SA INDUSTRY
Kapag Ang Turn-Mill Composite ay Talagang Tinalo ang "Lathe Mill"
A mahusay na machining turn-mill composite machine tool nagpapakita ng kalamangan nito kapag ang isang bahagi ay nangangailangan ng maramihang mga conversion ng datum (pagpihit, paggiling, pagbabarena, pag-tap, mga tampok na nasa labas ng gitna, mga butas na may anggulo) at mahigpit ang tolerance chain. Kung ililipat mo ang isang bahagi sa pagitan ng mga makina, ang bawat muling pag-clamp ay nagdaragdag ng error, kasama ang "nakatagong halaga" ng oras ng pag-setup at in-process na inspeksyon.
- Mga bahagi na may mga tampok na coaxial prismatic: isang clamping pinapanatili ang concentricity at tunay na posisyon ng mas mahusay.
- Ang mga katamtamang batch na may madalas na pagbabago: mas kaunting mga fixture at mas kaunting mga offset ang nakakabawas sa oras ng hindi pagputol.
- Mga bahaging may mataas na halaga: bumababa ang panganib ng scrap kapag pinagsama-sama at sinusubaybayan ang proseso sa isang control system.
Sa sarili naming linya, pinapanatili namin ang R&D at pagpapabuti ng proseso na nakatutok sa isang bagay—turn-mill composite technology—kaya ang bilis ng pag-ulit ay manatiling mataas at ang platform ay nagiging mas mature na may mas mababang mga rate ng pagkabigo sa paglipas ng panahon.
Datum Strategy: Paano Protektahan ang Concentricity at True Position
Sa isang turn-mill composite, ang iyong pinakamalaking nakuhang katumpakan ay kadalasang nagmumula sa pagpaplano ng datum kaysa sa paghabol sa mga specs sa antas ng micron. Ang layunin ay panatilihing naka-reference ang mga functional na ibabaw sa isang matatag na datum na itinakda sa lahat ng operasyon.
Mga praktikal na tuntunin na nagpapababa ng tolerance stack-up
- Iikot muna ang diameter ng pangunahing lokasyon at harapin, pagkatapos ay i-mill ang mga feature na tumutukoy sa mga surface na iyon.
- Gumamit ng probing upang "isara ang loop" pagkatapos ng roughing, bago tapusin ang mga kritikal na pattern.
- Iwasan ang muling pag-clamping maliban kung kinakailangan; kung kinakailangan, muling itatag ang datum gamit ang in-spindle probe at nakalaang mga tampok sa paghahanap.
- Panatilihing pare-pareho ang mga toolpath sa iyong GD&T: tapusin ang mga ibabaw na nagtutulak sa huling pagpapaubaya upang mabawasan ang mga epekto ng pagpapapangit.
Ang isang karaniwang pagkakamali ng mamimili ay "spec shopping" habang binabalewala ang disiplina ng datum. Sa totoong produksyon, one-setup na pagpapatuloy ng datum kadalasan ay ang mas malaking pingga.
B-Axis vs. Fixed Milling: Kung Ano ang Nakuha Mo, Ano ang Dapat Mong Kontrolin
Ang pagdaragdag ng B-axis (o katumbas na multi-axis milling capability) ay magpapalawak ng feature envelope—angled faces, compound hole, freeform milling—nang walang pangalawang setup. Ang tradeoff ay mas mahalaga ang pagkakalibrate at proseso ng disiplina.
| Kakayahan | Mga application na pinakaangkop | Key control point |
|---|---|---|
| Fixed-angle milling | Mga puwang, flat, bolt circle | Spindle-to-work offset stability |
| B-axis / multi-axis milling | Mga angled na butas, impeller, kumplikadong mga mukha | Pag-calibrate ng rotary axis pag-verify ng probe |
Kung ang iyong mga bahagi ay halos 2.5D milling sa nakabukas na stock, maaaring hindi mo kailangan ng buong multi-axis. Ngunit kung gagawin mo ito, tiyaking ang tagabuo ay may napatunayang paraan ng pag-calibrate at sinusuportahan ang mga gawain sa pag-verify—ito ay kung saan ang isang tagagawa na nakatuon sa R&D ay maaaring gawing mas maayos ang karanasan sa pagmamay-ari.
Chip Control: Ang Nakatagong Determinant ng Uptime sa Composite Machining
Lumilikha ang turn-mill composite cutting ng magkahalong uri ng chip: long turning chips, sirang milling chips, at stringy drilling chips. Ang paglisan ng chip ay hindi kosmetiko—naaapektuhan nito ang surface finish, buhay ng tool, mga alarma sa pag-load ng spindle, at kahit na pagkasira ng axis kung muling umikot ang mga chips.
Ano ang i-engineer sa proseso
- Gumamit ng chip-breaker geometries para sa pagliko; huwag "puwersahin" na masira ang chip sa pamamagitan ng labis na pagpapakain kung ito ay makapinsala sa tapusin.
- Ang mga pagpapatakbo ng pagkakasunud-sunod na napakabigat na pag-ikot ay hindi nakabaon sa mga pinong tampok ng paggiling sa ilalim ng mga chip.
- Ang high-pressure coolant ay pinakamahalaga para sa malalim na pagbabarena, paghihiwalay, at gummy na materyales.
- Panoorin ang chip packing sa paligid ng sub-spindle/secondary holding area; ito ay madalas na pinagmumulan ng hindi inaasahang downtime.
Kapag sinusuri ang mga makina, magtanong tungkol sa disenyo at kakayahang magamit ng chip evacuation. Sa totoong mga tindahan, Ang katatagan ng chip ay kadalasang katumbas ng katatagan ng produksyon .
Thermal Behavior: Bakit Nangyayari ang “Morning Good, Afternoon Bad”.
Pinagtutuunan ng mga composite machine ang mas maraming pinagmumulan ng init sa isang enclosure: pangunahing spindle, milling spindle, servos, ballscrews, at madalas na pangalawang spindle. Habang bumababa ang temperatura, bumababa rin ang mga tool center point at paglaki ng spindle—lalo na kapansin-pansin sa mahabang bahagi o malalim na butas.
Mga taktika sa shop-floor upang patatagin ang katumpakan
- Warm up gamit ang representative spindle speeds at axis motion, hindi lang idle running.
- Tapusin ang mga kritikal na diameter/bores pagkatapos maabot ng makina ang isang matatag na estado ng thermal.
- Gumamit ng probing upang mabayaran: sukatin ang isang reference na feature at iwasto ang mga offset bago ang huling pagpasa.
- Kung mahigpit ang iyong tolerance, i-standardize ang temperatura ng coolant at panatilihing nakasara ang mga pinto ng enclosure habang tinatapos.
Ang praktikal na takeaway: ang repeatability ay nagmumula sa thermal consistency higit sa isang beses na pagsusuri sa geometry.
Pamamahala ng Tool: Paano Pigilan ang Pagbangga at Bawasan ang Oras na Hindi Pagputol
Dahil ang mga sistema ng pagliko at paggiling ng tool ay may parehong gumaganang sobre, ang pamamahala ng tool ay parehong productivity lever at isang kinakailangan sa kaligtasan. Ang mga banggaan ay kadalasang nagmumula sa hindi napapansin na mga pagbabago sa haba ng tool, hindi maayos na itinakda ang mga offset sa trabaho, o magkahalong coordinate na mga kumbensyon sa pagitan ng mga siklo ng pagliko at paggiling.
Mga kontrol sa proseso na nagkakahalaga ng pag-standardize
- Panatilihin ang a mahusay na machining turn-mill composite machine tool library na may mga na-verify na haba ng gauge at mga limitasyon ng stick-out; i-lock ang mga pag-edit sa likod ng mga pahintulot.
- Gumamit ng tool presetter in-machine measurement kung saan posible upang mahuli ang mga offset nang maaga.
- I-standardize ang mga ligtas na eroplano para sa parehong mga operasyon sa pagliko at paggiling; iwasan ang "mga custom na ligtas na eroplano" bawat programmer.
- Magpakilala ng isang dry-run protocol para sa mga bagong programa: pinababang feed, single block, at collision-check focus malapit sa chuck/jaws.
Ito rin ang dahilan kung bakit pinananatili namin ang mga ekstrang bahagi at teknikal na suporta na nakatuon sa isang uri ng makina: mabilis na tugon ay pinakamakahulugan kapag sinusubukan mong protektahan ang uptime.
Mga Pagpipilian sa Workholding na Gumagawa o Nakakasira ng Composite Machining
Sa turn-mill composite work, ang chuck at jaws ay higit pa sa paghawak— tinutukoy nila ang datum, naiimpluwensyahan ang roundness, at tinutukoy kung stable ang mga operasyon ng paglilipat. Ang sobrang pag-clamping ay maaaring mag-deform ng manipis na pader na mga bahagi; ang under-clamping ay nagdudulot ng micro-slip na sumisira sa surface finish at positional accuracy.
Mga karaniwang senaryo at pinakamahuhusay na kagawian
- Manipis na tubo / singsing: gumamit ng malambot na mga panga na nababato sa parehong puwersa ng pag-clamping na ginamit sa produksyon; tapusin ang mga kritikal na ID pagkatapos ma-stabilize ang stress.
- Mahabang shaft: gumamit ng tailstock/support o steady solutions; unahin ang kontrol ng vibration bago tumaas ang bilis.
- Ilipat sa sub-spindle: magdagdag ng tampok sa paghahanap (pilot/balikat) upang ang pangalawang grip ay tumutukoy sa isang kilalang surface.
- Mataas na torque milling sa nakabukas na stock: i-verify ang jaw serration at contact pattern; ang mahinang pakikipag-ugnayan ay isang tahimik na pinagmumulan ng satsat.
Kung gusto mo ng mabilis na pagsusuri: pagbutihin muna ang workholding, pagkatapos ay ibagay ang mga parameter—maaaring maihatid ang mga pagbabago sa workholding agarang pagpapabuti ng ani .
dalubhasa sa
pananaliksik at pagpapaunlad, pagmamanupaktura, at mga serbisyo sa pagbebenta sa loob ng machine tool
industriya. Custom na CNC Turning at Milling Machine at Pabrika ng CNC Turning and Milling Composite Center.
Palaging available ang mga bihasang kawani at eksperto para ibigay sa iyo
propesyonal na gabay at solusyon sa mga teknikal na problema.
produkto
Bakit Tayo
Silid-balitaan
Mga Mabilisang Link
Copyright © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

